
Exlar Produkte
Universelle Linearantriebe
Integrierte Motor-| Aktoren
Intelligent Drive | Motor-| Aktoren
Drehantriebe
Industrien
Automobil-/EV-Batterie
Lebensmittel & Getränke / Verpackung
Öl- und Gasindustrie
Kunststoffe
Fortstwirtschaft
Unterhaltung / Simulation
Sonstige Branchen









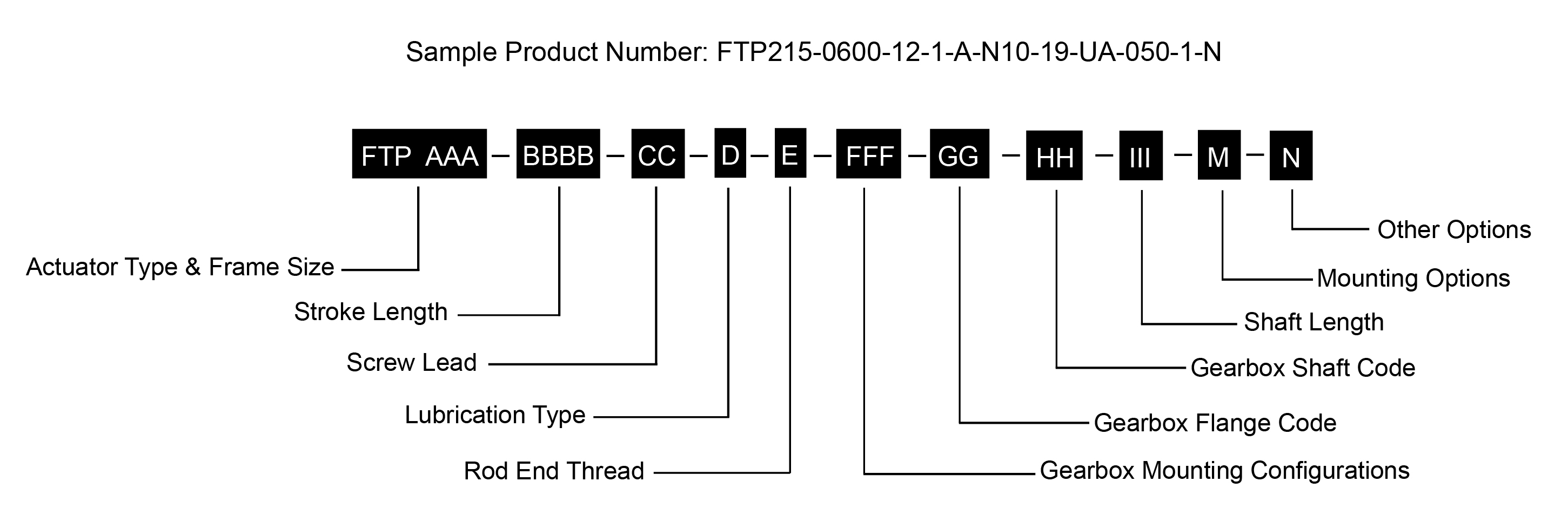

.jpg "FTP-Time-Life-Estiamte-(1).jpg")



